








- Ultrazvočni rog
- Ultrazvočni stroj za varjenje plastike
- Ultrazvočni stroj za varjenje kovin
- Ultrazvočni šivalni stroj
- Ultrazvočna rezalna naprava
- Ultrazvočni homogenizator
- Ultrazvočni generator
- Ultrazvočni pretvornik
- Ultrazvočno točkovno varjenje, ročno varjenje
- Ultrazvočni stroj za tesnjenje cevi
- Ultrazvočni gramofon
- Stroj za odvajanje vode
- Prirobnica









01




Kako oblikovati kalupe za ultrazvočno varjenje (varilne glave)
Ključne podrobnosti oblikovanja
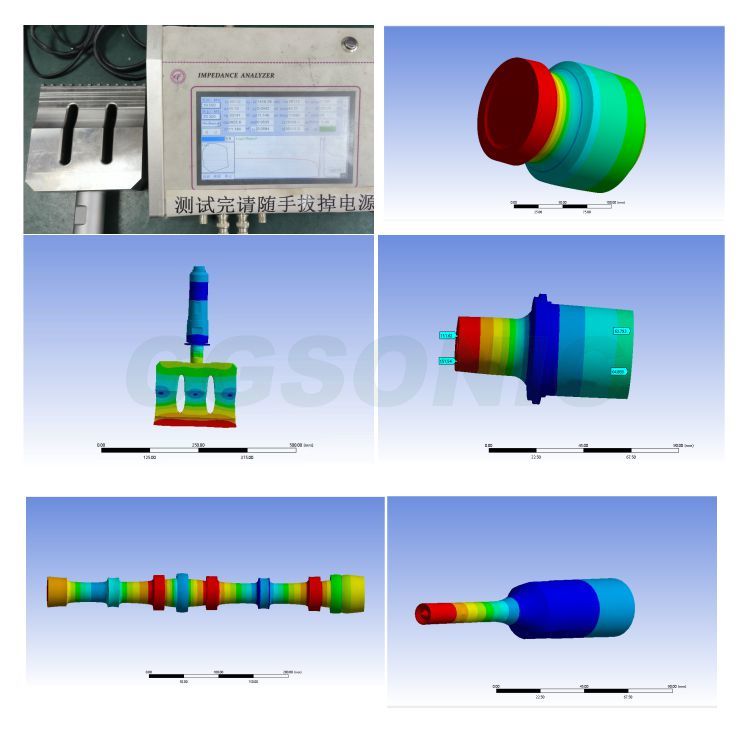
Ultrazvočni varilni kalup (varilna glava) je jedro prenosa energije. Njegova zasnova se osredotoča na tri glavne dimenzije: akustično ujemanje, strukturno prilagoditev in obdelavo materiala. Ti dejavniki neposredno določajo kakovost varjenja in stabilnost opreme. Ključne točke so naslednje:
I. Ujemanje akustične zmogljivosti (osnovni predpogoj)
Varilna glava mora delovati kot resonator in biti natančno usklajena s frekvenco opreme, da se preprečijo izgube energije in poškodbe opreme. Vibracijski načini so optimizirani z akustično simulacijo, da se zagotovi enakomerna porazdelitev amplitude in odpravi koncentracija napetosti. Amplituda je racionalno nastavljena glede na trdoto varilnega materiala, hkrati pa se nadzoruje razmerje ojačanja amplitude za uravnoteženje učinkovitosti varjenja in življenjske dobe kalupa.
II. Varilna površina in celotna konstrukcijska zasnova
Zasnova varilne površine mora uravnotežiti koncentracijo energije in zaščito izdelka: dodati je treba vzorce za usmerjanje energije in pospešitev varjenja; uporabiti je treba pozicioniranje in varne strukture, da se prepreči premik izdelka ali obratna namestitev. Območja, ki niso namenjena varjenju, je treba očistiti z poševni ali zaobljeni robovi za preprečevanje poškodb izdelka in razpok kalupa. Celotna zasnova mora uravnotežiti lahkost in togost; nekritična območja je mogoče izdolbeti, kalupi z dolgimi ročaji pa morajo imeti ojačitvena rebra, da se prepreči deformacija.
III. Izbira in obdelava materiala
Materiali morajo uravnotežiti akustično učinkovitost, trdnost in odpornost proti obrabi: titanove zlitine so primerne za visoko precizne aplikacije v velikih količinah; aluminijeve zlitine ponujajo visoko stroškovno učinkovitost in so primerne za proizvodnjo majhnih do srednje velikih količin; orodno jeklo se uporablja za varjenje trdih materialov in tistih, ki vsebujejo steklena vlakna. Glede na lastnosti materiala se uporabijo ustrezne toplotne ali površinske obdelave za izboljšanje odpornosti kalupa proti obrabi in njegove življenjske dobe.
IV. Ključne točke povezave in preverjanja
Priključna površina z amplitudnim transformatorjem se mora natančno prilegati, da se zagotovi koncentričnost in učinkovitost prenosa energije. Po končani zasnovi se izvedejo simulacija, poskusni varilni testi in življenjski testi, da se preveri, ali kakovost varjenja in stabilnost kalupa ustrezata standardom. Za izboljšanje prilagodljivosti izdelka in zmanjšanje stroškov se lahko uporabi modularna zasnova.